
La création de l'entreprise
C'est au cours du 19ème siècle que l'usine de filature s'installa dans les lieux qu'elle occupe encore aujourd'hui, à côté d'un moulin à farine, et au bout d'un canal dérivant une partie des eaux de la Séveraisse, qui procurait la force motrice nécessaire au moulin et à la filature.
L'eau nécessaire au lavage de la laine en suint provenait des sources nombreuses à cet endroit situé en bas de vallée.
Une filature existait au confluent du Drac et de la Séveraisse, au lieu-dit "la Trinité". Le nom du propriétaire et/ou du fondateur de cette filature qui aurait été fondée en 1830 n’est pas connu. C’est dans cette entreprise que Jean Joseph Allemand (1841 – 1932) fut embauché comme ouvrier tisseur en 1970 ou 71.
Cette filature migra vers l’emplacement actuel quelques années après, en y transportant probablement le matériel et le personnel (on délocalisait déjà à l'époque). L’entreprise appartenait alors à Jean Joseph Allemand. On ignore comment celui-ci était devenu le propriétaire de l’entreprise.
Son fils, Baptistin Allemand, pris sa succession et dirigea l'entreprise jusqu'en 1914.
La filature et la Grande Guerre
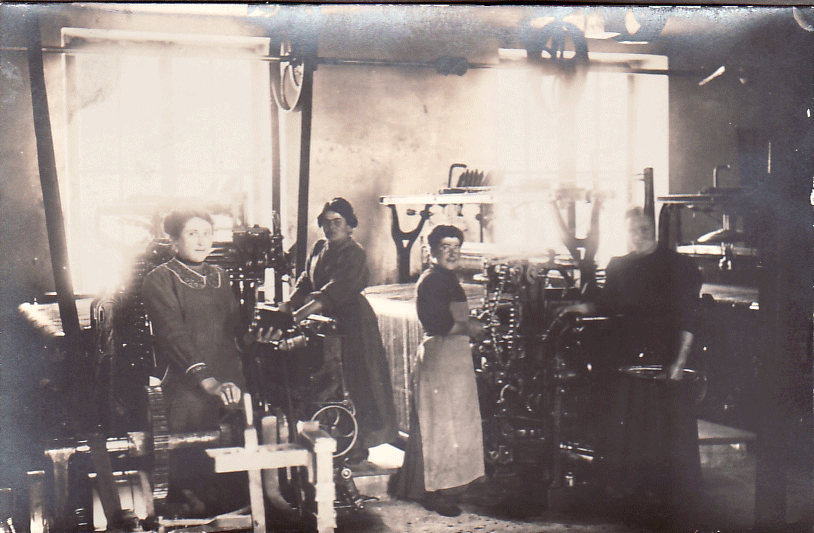
La Grande Guerre (1914-1918) fut, pour la filature l'occasion d'évènements majeurs. D'abord, tous les hommes valides furent envoyés au front, et le travail essentiellement masculin jusqu'alors devint féminin par la force des choses : il fallait bien continuer à travailler la laine des moutons du pays, et il fallait aussi assurer la fabrication du tissu et du fil à tricoter utilisés localement pour vêtir les gens.
Le patron, Baptistin Allemand (1870–1915) étant parti au front avec tous ses ouvriers, ce sont les femmes qui les remplacèrent dans toutes les fonctions de l'entreprise, y compris la direction. Il semble que Léoncie Léa Allemand (1875-1942), femme de Baptistin y joua un rôle majeur.
Certains ne revinrent jamais au pays. Parmi eux, Baptistin, le patron, ainsi que beaucoup d'autres dont les noms figurent sur les Monuments aux Morts, érigés après la guerre.
Les femmes apprirent donc les métiers pratiqués jusqu'alors par des hommes, et participèrent à l'amélioration de la productivité en adaptant à leur conformation les tâches qui faisaient le plus appel à la force physique.
A cette époque, l'échange se pratiquait beaucoup : Les éleveurs-paysans venaient à la filature avec une charrette chargée de toisons qu'ils avaient souvent eux-mêmes prélevées sur le dos de leurs moutons. En échange, ils repartaient avec des coupes de tissu de laine (noir ou gris) pour les costumes, de la flanelle pour les sous-vêtements chauds d'hiver, et du fil à tricoter qui permettait aux femmes de confectionner des chaussettes, des pull-overs des gants et des écharpes.
La laine à tricoter était très généralement de la laine dite grasse, c'est à dire non débarrassée de son ensimage, préparation à base d'oléine dont on imprègne la laine au début du cycle de fabrication et qui facilite le travail des fibres.
L'oléine rendait la laine plus douce, et lui conférait un certain caractère hydrofuge. Elle donnait aussi à la laine une odeur caractéristique et inoubliable qui imprégnait tous les ateliers de fabrication de la filature.
Lucien Allemand
Après l'armistice, et par suite du décès de son père à la guerre, Lucien Allemand (1898-1991) se retrouve chef d'entreprise à vingt ans. Il fait face avec persévérance, et reprend courageusement le flambeau légué par son père, aidé par sa mère Léoncie qui avait été chef d'entreprise pendant toute la durée de la guerre.
 |
De gauche à droite : Tante Alix, Lucien, sa mère Léoncie, l'oncle Cucherat
|
En 1931, Lucien Allemand épouse l'institutrice d'un village voisin, Aurélie Robert (1909-1977), qui le secondera toute sa vie et deviendra la maman d'une nombreuse famille.
C'est d'abord à l'entreprise que Lucien Allemand consacre son temps et ses qualités. Il lui permettra de traverser la période sans dommage et de survivre malgré les évènements qui ont suivi la Grande Guerre, puis la deuxième guerre mondiale.
À cette époque, les ventes "montent" vers Paris. Elles sont le fait d'un petit nombre de représentants de commerce qui visite de nombreuses boutiques. C'est l'âge d'or des petits magasins de quartier qui achètent des bottes d'écheveaux de quelques kilos, et revendent par écheveau.
La production de la force motrice se modernise grâce à l'activité, à proximité, des centrales hydrauliques et du fabricant de turbines grenoblois Neyrpic.
En parallèle à ses activités professionnelles, Lucien Allemand est successivement élu Maire du village de Saint Firmin, puis Conseiller Général du canton, et enfin Président du Conseil Général des Hautes-Alpes, fonction qu’on appelle aujourd’hui Président du département.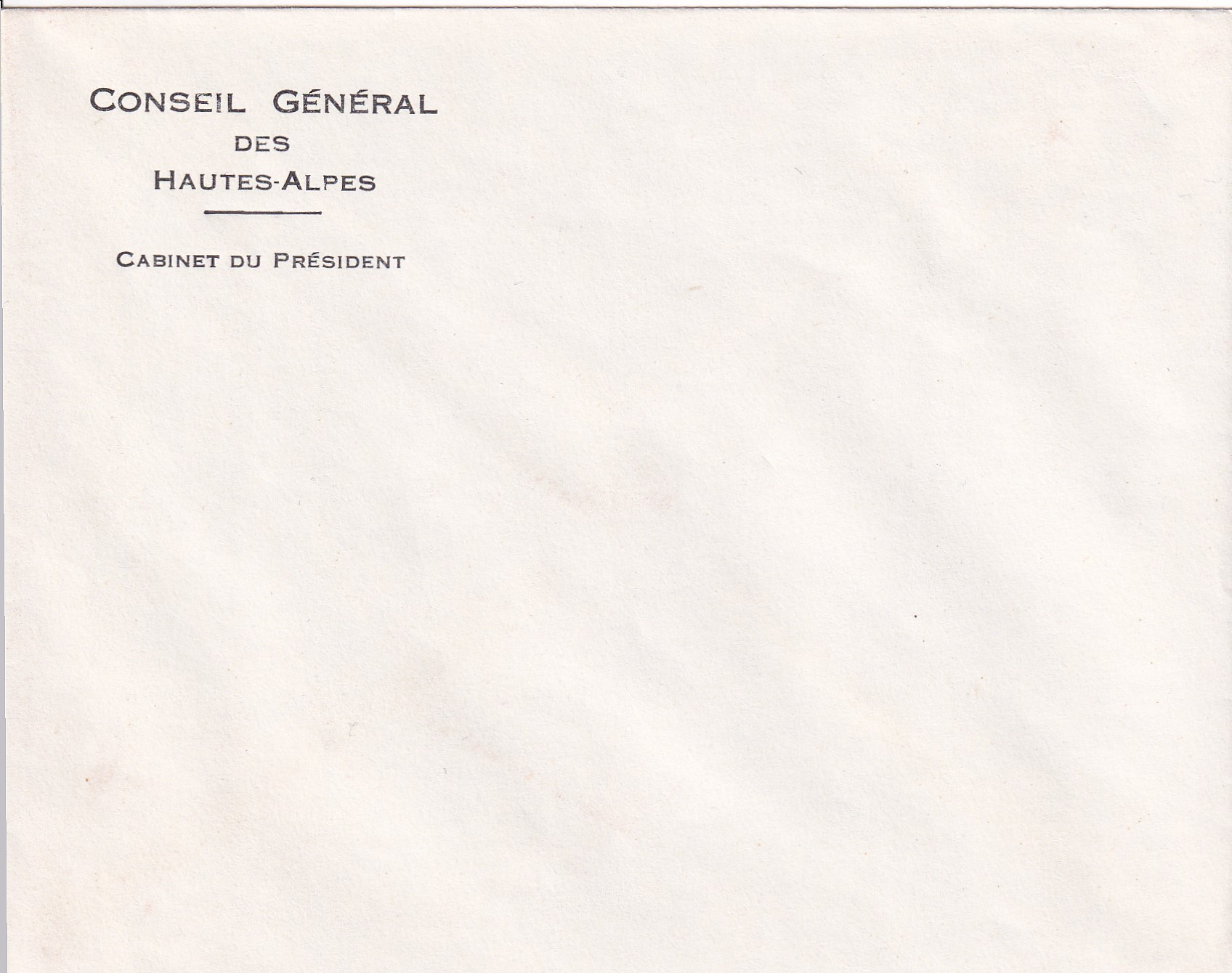
Lucien Allemand s'est toujours occupé activement de la vie de son département, allant de l'implantation des équipements de remontée mécaniques des stations de sport d'hiver (Serre Chevallier) à la construction d'une des plus grandes retenues artificielles nationales, le barrage de Serre-Ponçon.
Quelques données techniques
De la laine en suint à la laine en bourre
Initialement, et jusque dans les années 1950, la laine produite par les éleveurs de la région était reçue à la filature sous la forme de toisons brutes en provenance directe de la tonte. Les achats se faisaient généralement aux enchères dans les villages. Les offres de prix d'achat étaient d'abord fixées aux enchères entre les acheteurs présents. Le meilleur prix, valable pour la séance était alors affiché, et les éleveurs décidaient ensuite individuellement de vendre ou pas au prix affiché.
Les lots étaient ensuite pesés et immédiatement embarqués dans un camion en direction de la filature.
Arrivées à l'usine, les toisons, de la dimension d'une grosse citrouille et liées par une ficelle, étaient ouvertes au couteau, grossièrement séparées en poignées, et débarrassées à la main des pailles et brindilles. Quelquefois, l'ouvrier chargé de l’ouverture des toisons avait la surprise de découvrir, au cœur de la masse, un ou deux blocs de granit bien lourds, destinés à "améliorer" le poids du lot à bon compte...
L'opération suivante consistait à laver sommairement la matière à l'eau claire dans un bassin en bois en forme de couronne cylindrique dont le fond était constitué d’une tôle percée de trous. Le bassin était alimenté par une goulotte d'eau claire arrivant tangentiellement et animant le mélange du bassin d'un mouvement circulaire rapide. Le sable, les corps étrangers divers étaient éliminés par le mouvement circulaire et le passage, à chaque tour, sous le  torrent de la goulotte d'alimentation.
torrent de la goulotte d'alimentation.
La laine était ensuite repêchée à la fourche, et transportée à la main dans des paniers d'osier, dans une grande cuve en cuivre contenant de l'eau, chauffée à sa base par un feu de bois. Le bain était alors additionné de carbonate de soude, qui avait pour fonction de solubiliser le suint de la laine. Le suint est essentiellement constitué de lanoline, mélange complexe d'esters d'acides gras.
Après son passage dans la cuve, la laine était de nouveau repêchée et rincée à l'eau claire dans le bassin de lavage. Puis, la laine était mise à sécher au soleil sur des fleuriers en jute étendus sur une aire bétonnée inclinée, idéalement orientée plein Sud. L'opération de séchage au soleil durait quelques heures (s'il faisait beau) et la laine était retournée à la main en milieu de journée. L'exposition au soleil avait également pour but de stériliser et de blanchir la laine sous l'effet des rayons ultra-violets, particulièrement actifs à 900 m d'altitude.
La laine sèche était alors emballée à la main dans des sacs de jute, les culs ronds et transportée à dos d'homme vers le stockage, au dernier étage de la filature, sous les toits. Les balles de laine pesaient couramment 70 kg, et les porteurs les saisissaient avec des crochets en aciers munis de manches en bois. Il n'était pas question, alors, de trouver la charge trop lourde, ou de se plaindre de vertige en grimpant d'un pas hardi une échelle sans rampe surplombant la chambre à eau d'une des turbines... d'ailleurs, personne n'est jamais tombé dedans...
Le cardage
Avant d'arriver à l'élaboration du fil, la laine devait subir un certain nombre d'opérations unitaires groupées sous l'appellation générique de cardage. Le cardage consiste à faire passer les fibres de laine entre deux cylindres munis de nombreuses pointes métalliques aiguisées plus ou moins fines, et animés de vitesses différentes. Le cardage a pour effet d'homogénéiser et d'aligner les fibres, et de les présenter sous la forme de "mèches", ébauche de fil qui n'a plus qu'à subir un étirage et une torsion.
La première opération du cardage était le battage.
L'opération de battage consistait à faire passer la matière dans une chambre traversée par un arbre muni d'une série de pointes en acier d'une vingtaine de centimètres de long, orientées en étoile perpendiculaires à l'axe. L'arbre comportait également des pales en bois provoquant, en tournant, un courant d'air dans la chambre.
On introduisait la laine à la main d'un côté de la chambre, et la laine se trouvait prise par les pointes tournantes, déchirée par des pointes fixes opposées et entraînée par le courant d'air provoqué par les pâles tournantes, vers la sortie de la chambre.
La laine était ensuite répartie régulièrement à même le sol bétonné sur une épaisseur d'environ 60 cm. Un ouvrier répandait sur la laine au moyen d'une passoire, une émulsion d'oléine dans l'eau, opération qui s'appelle l’ensimage et qui consiste à imbiber la fibre d'une émulsion grasse facilitant le travail ultérieur de cardage.
 |
Drousse (Fabrication Duesberg-Bosson, vers 1925) |
Après l'ensimage, la laine était reprise à la main, et répartie sur le tablier d'alimentation de la première carde appelée aussi drousse, ou encore plocteuse (en Belgique et à Roubaix par influence) Le cardage consistait à faire passer la laine sur un grand tambour cylindrique tournant, garni d'une multitude de pointes fines obliques en acier d'un centimètre de long. Tout autour de ce cylindre fixe (le tambour) se trouvaient une série de cylindres plus petits, les travailleurs, également garnis de pointes fines et tournant ensemble à vitesse réduite. Le tapis d'alimentation conduisait la matière entre deux cylindres avaleurs (les alimentaires) garnis de fortes pointes courtes en forme de triangle, tournant à vitesse réduite (à la même vitesse tangentielle que la table d'alimentation), puis sur un premier cylindre également garni de fortes pointes courtes, le rouletabosse. Le travail du rouletabosse consistait à déchirer les paquets de fibres retenus par les alimentaires. Les fibres étaient ensuite reprises par un cylindre intermédiaire, le transmetteur, puis envoyées vers le tambour. Les fibres de laine étaient donc arrachées alternativement du tambour vers les travailleurs, et des travailleurs vers le tambour par l'intermédiaire d'une autre série de cylindres garnis de pointes et tournant à plus grande vitesse, les dépouilleurs. Le travail de cardage était complété et régularisé par un cylindre spécial situé vers l'aval du tambour, le volant, garni de longue pointes et tournant à grande vitesse, chargé de récupérer les fibres sur le tambour et de les lui restituer aussitôt. Les fibres étaient ensuite arrachées au tambour par un second tambour plus petit (le peigneur) mais tournant à une vitesse tangentielle identique au tambour, puis détachées du peigneur sous la forme d'un voile fin par un peigne animé d'un mouvement alternatif vertical. Dans la première des anciennes cardes, le voile issu du peigneur s'enroulait autour d'un cylindre en bois, d'environ 120 cm de diamètre. Lorsqu'une certaine quantité de laine était cardée, un signal se déclenchait, et le léger matelas de fibres était détaché à bras depuis le cylindre enrouleur, puis remis sur le tapis d'alimentation de la deuxième carde, perpendiculairement au sens initial.
La deuxième carde ou repasseuse fonctionnait sur le même principe que la première, mais à la sortie, le voile était rassemblé en un boudin d'environ 7 cm de diamètre qui s'enroulait autour d'un manchon en bois sous la forme de bobines légères cylindriques de 40 cm de long et d'environ 40 cm de diamètre.
L'alimentation des deux troisièmes et dernières cardes (les fileuses, comportant toujours les mêmes éléments cardeurs que les cardes précédentes) se faisait par une vingtaine de bobines sur chaque fileuse issues de la carde précédente, montées sur un cantre. (Le cantre est un nom masculin, sauf à Vienne (Isère) où il est féminin et aussi à St Firmin, par influence). Chacun des boudins subissait de nouveau le cardage parallèlement aux autres boudins. Le peigneur était organisé en éléments individuels (un par boudin) séparés par un ruban de tôle cloué sur le peigneur et le voile final était donc constitué par une série de rubans parallèles. A la sortie de la carde, ces rubans passaient entre deux manchons en cuir animés d'un mouvement alternatif et opposé selon leurs axes, ce qui avait pour effet de rouler sur lui-même le ruban sous la forme d'une mèche continue. Toutes les mèches sortant parallèlement de la carde fileuse étaient enroulées régulièrement en gâteaux parallèles sur des rouleaux en bois garnis de joues en tôle.
Comme les cardes et le renvideur étaient situés les premières au rez-de-chaussée et le second au premier étage, les rouleaux garnis étaient transmis de mains à mains entre deux opérateurs situés à chacun des deux niveaux, dans la cage de l'échelle de meunier qui reliait les deux étages.
Le renvidage
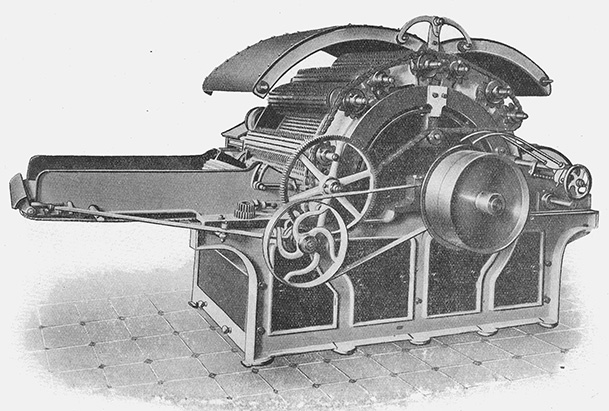
 |
Mulljenny (vers 1980) |
L'opération la plus spectaculaire de la filature était le renvidage. Cette opération consistait à étirer une certaine longueur de mèche, à la tordre sur elle-même, puis à enrouler le fil obtenu autour d'une broche, imitant le travail du rouet.
Initialement, l'opération était effectuée par une machine semi manuelle appelée mull-jenny (nom donné en l'honneur de sa fille Jenny par l'inventeur anglais de la machine au 18ème siècle, James Hergreaves). La mull-jenny a ensuite été remplacée par le renvideur.
Le renvideur était la machine textile la plus impressionnante par sa largeur (20 à 30 mètres), et par la succession des opérations qu'elle effectuait.
Le renvideur était alimenté par une série de rouleaux de mèches continues provenant des cardes fileuses et s'alignant sur une vingtaine de mètres de long. Les mèches passaient d'abord entre un cylindre moteur et un galet qui les pinçaient pour empêcher la torsion de se propager vers les rouleaux. Après le galet, elles s'enroulaient sur les broches du chariot, organe mobile porteur des broches qui se déplaçait latéralement d’environ 2,5 mètres sur des rails plats. L'axe des broches, légèrement incliné vers les galets permettait à la mèche de ne pas s’enrouler autour de la broche mais de "sauter" à chaque tour sur son sommet arrondi ce qui propageait la torsion sur le fil en formation. La mèche en cours de torsion était maintenue en haut des broches par un fil de fer tendu à bonne hauteur tout le long du chariot.
Dans un premier temps, le chariot porte-broches reculait tandis que les galets (cylindres pleins en fonte, tournés) alimentaient une longueur de fil égale à la course du chariot. Les broches étaient animées d'un mouvement de rotation lent permettant d'assurer une pré-torsion de la mèche. Puis, l'alimentation s'arrêtait, tandis que le chariot continuait sa course, assurant une certaine tension du fil.
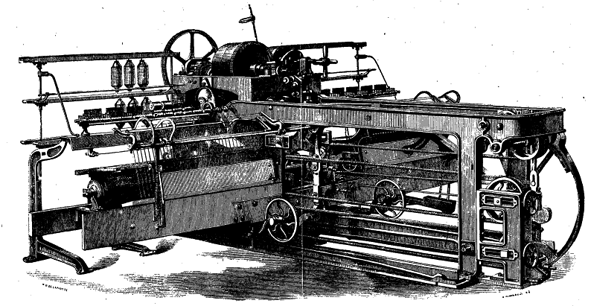
 |
Ouvrières devant le renvideur-1925. Le renvideur est une mulljenny mécanisée comportant beaucoup de broches. |
Ensuite, le chariot s'arrêtait, et les broches se mettaient à tourner à grande vitesse pour une torsion complète du fil. Puis, un second fil de fer tendu comme l'autre, le long du chariot, s'abaissait, tandis que le chariot avançait, si bien que le fil s'enroulait autour de la broche selon un schéma précis, afin de donner à la fusée (bobine de fil autour de la broche), la forme voulue. La rotation des broches était obtenue au moyen d’un cylindre tournant en tôle contenu dans toute la longueur du chariot. Le mouvement du cylindre était transmis aux broches au moyen d’une courroie en coton caoutchouté remplacé, en cas de casse, par un cordon en coton fermé par un nœud[1]. Le cycle du chariot reprenait sans fin, et l'ouvrier chargé des 200 et quelques broches devait s'assurer que tous les mouvements successifs se faisaient sans encombre, et réparait éventuellement "à la volée" les casses.
Le processus s'arrêtait pour le changement des rouleaux (quelques minutes par rouleau) et pour la levée, opération consistant à extraire les fusées de leur broche et à amorcer une nouvelle fusée[1].
La mécanique
Toutes les opérations étaient réglables en amplitude et en durée au moyen de pignons interchangeables ou par le réglage de courses d'éléments moteurs.
Il n’est pas possible de décrire en détail l’ensemble des problèmes de mécanique qui trouvaient leur résolution dans les mécanismes essentiellement contenus dans la têtière du renvideur, partie du renvideur contenant l'ensemble des commandes des opérations : transmission d’un mouvement de rotation variable à l’ensemble des broches d’un chariot mobile depuis la têtière fixe, séquence compliquée de commandes de rotation et de translation, alimentation des mèches, torsion, enroulement du fil etc.
La mécanique trouvait là son apogée, et tous les systèmes mécaniques imaginables étaient présents sur une machine telle qu’un renvideur. C'est d'ailleurs le développement du textile qui a assuré en grande partie le développement de la mécanique en France, bien avant l'automobile.
Le retordage
Le fil issu du renvidage et contenu sur les fusées s'il était apte au tissage, n'était pas assez gros pour permettre la confection de pull ou de chaussettes épaisses. De plus, il avait une tendance naturelle à se détordre en s'entortillant sur lui-même.
Pour résoudre ces problèmes, il suffisait de tordre plusieurs fils ensemble dans le sens convenable (inverse du sens de torsion du fil). L'opération du retordage était pratiquée sur une machine continue. Le principe du retordage continu consistait à combiner la torsion et l'enroulement du fil retordu autour d'un tube en carton enfilé sur la broche en faisant passer ce fil autour d'une aiguille prisonnière d'un chemin circulaire entourant la broche. Sous l'effet de la rotation de la broche, l'aiguille était entrainée en rotation autour de la broche, et l'enroulement du fil était assuré par la vitesse d'alimentation d'un système à galets, la torsion étant fonction de la vitesse d'alimentation et de la vitesse des broches.
Le chemin des aiguilles était en même temps animé d'un mouvement vertical de va et vient pour assurer l'enroulement du fil à plat, et d'un mouvement progressif vers le haut pour assurer la croissance des bobines.
Nettement moins spectaculaire que le renvidage, ce principe de continu a été ensuite appliqué au filage, et le renvideur a été remplacé par le continu à filer où l'aiguille est remplacée par un anneau tournant sur un chemin circulaire entourant la broche.
Les écheveaux
Le fil retordu était ensuite mis en écheveaux de poids constant au moyen d'un dévidoir, machine manuelle consistant en un cantre garni des bobines de fils issues du retordage, et d'une forme constituée par 4 pièces de bois poli réunies parallèlement et régulièrement entre elles à un gros axe central muni d'une manivelle.
L'ouvrière chargée de la confection des écheveaux chargeait le cantre avec les bobines, puis attachait chaque fil à une des pièces de la forme à écheveaux. Ensuite, elle donnait un nombre précis de tour de manivelle, afin de confectionner une série d'écheveaux de longueur de fil déterminée correspondant à un poids donné. En fin d'opération, le fil était cassé, et les 2 brins de chaque écheveau (le début et la fin) attachés en cravate autour de l'écheveau. Puis, la forme était pliée sur elle-même, les pièces de bois se rabattant 2 à 2 les unes sur les autres, ce qui permettait de faire glisser la brassée d'écheveaux d'un côté de la forme. La brassée était reliée au moyen d'un écheveau glissé à l'intérieur des autres écheveaux et repris sur lui-même.
Le dégraissage et la teinture
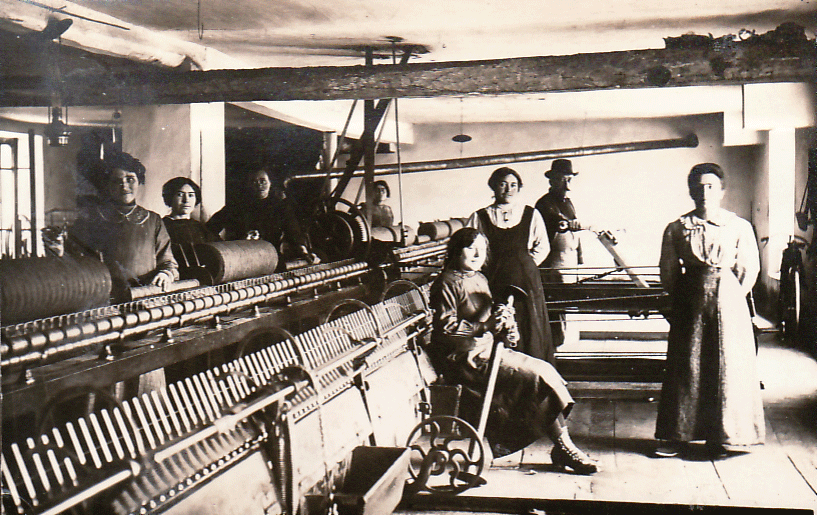
 |
Ouvrières chargées de la confection des écheveaux en 1925 |
La mise en écheveaux avait un but bien précis : c'est, en effet, une présentation suffisamment lâche pour permettre les opérations de dégraissage et de teinture, tout en évitant d'embrouiller le fil.
Au sortir des opérations de filature, la laine est dite "grasse" car elle est imprégnée de sa solution d'ensimage. A l'origine, la solution d'ensimage était surtout constituée par une émulsion d'oléine et/ou de suintine, elle-même issue du suint. La laine grasse était utilisée telle quelle pour la confection de sous-vêtements et de chaussettes auxquels la matière grasse conférait un certain caractère hydrophobe qui disparaissait, bien sûr, après quelques lavages.
Pour la teinture, il fallait débarrasser la laine de sa matière grasse. l'opération était menée en enfilant les brassées d'écheveaux sur un cylindre de bois actionné par une manivelle et situé au-dessus d'un baquet contenant une solution chaude de savon de Marseille et de carbonate de soude.
Sous l'effet de l'alcalinité, le corps gras se saponifie en savons, solubles dans l'eau. Le dégraissage était suivi d'un rinçage à l'eau claire, puis les écheveaux étaient enfilés sur des barres de bois et soumis à l'action du soleil des 900 mètres d'altitude pour le séchage et la stérilisation.
A l'origine, la gamme des couleurs de la laine était on ne peut plus réduite. C'était :
- le blanc-beige naturel, couleur de la grande majorité des moutons de nos vallées.
- le marron plus ou moins foncé, dit "burel" obtenu tout simplement en travaillant la laine des moutons noirs, plus ou moins mélangée avec de la laine blanche.
- le noir dit "de campêche" obtenu en teignant la laine avec un mordant : l'alun ou le bichromate de potassium, et un colorant noir extrait du bois de campêche. (Le colorant de campêche servait aussi à teindre les soutanes).
Les autres couleurs étaient tout simplement ignorées ou tenues pour "fantaisistes". Le paysan ou la paysanne du Valgaudemar qui voulait "s'habiller" pour une cérémonie (mariage, baptême, communion ou enterrement (y compris le sien)) s'habillait tout simplement en noir. Les périodes de deuil (longues) étaient aussi l'occasion de troquer ses habits blancs, beiges ou marrons contre des habits uniformément noirs. Les vieilles femmes du pays s'habillaient aussi en noir, soit parce qu'elles portaient le deuil, soit parce que c'était la coutume...
Les hommes portaient couramment des sous-vêtements de flanelle, tissu léger obtenu en utilisant les parties les plus fines de la toison, mises de côté au moment du lavage. Certains, (dont Jean Joseph Allemand, propriétaire de la filature qui couchait dans le bâtiment de l'usine) remplaçaient mêmes les draps de coton de leur literie par des draps de flanelle.
Les moins conformistes portaient des chaussettes burels (ou burelles) ou, mieux encore "chinées", c'est à dire faites avec des fils retordus de couleurs différentes (burel et blanc ou noir et blanc).
Les chevaux avaient le privilège de porter, pendant la saison froide, une couverture à damier burel et blanc, chaude et solide.
Le noir étant considéré comme la couleur à la mode, la teinture au bois de campêche fut longtemps très développée. Les noirs obtenus avaient un reflet bleu violacé du meilleur effet. (Chacun sait que les noirs à tendance rouge et plus encore les noirs à tendance verte sont, au contraire, du plus mauvais effet).
Pour teindre la laine en noir, on commençait par la soumettre au mordançage à l'alun ou au bichromate en la trempant dans une cuve en cuivre contenant la solution d'alun ou de bichromate. On faisait bouillir le mélange en agitant la laine au moyen de fourches. On rinçait la laine mordancée en la recueillant dans des paniers et en la faisant tourner dans le bac de lavage décrit plus haut.
On fabriquait ensuite le bain de campêche et on y mettait la laine venant du rinçage. L'opération se faisait "au bouillon" pendant plusieurs heures. Enfin, la laine était rincée, puis séchée sur une surface bétonnée dont la pente était orientée vers le Sud.
La laine colorée (noire ou marron) était ensuite travaillée comme la laine blanche pour donner soit du fil en écheveaux, soit des tissus.
La mode aidant, les couleurs plus vives firent leur apparition à la filature dans les années 40. A cette époque, on avait appris que la garance était constituée d'alizarine (rouge), de purpurine (rose) et de xanthine (jaune). On savait faire un indigo (bleu) de synthèse donnant des couleurs beaucoup plus solides que l'indigo naturel. On avait inventé la mauvéine (mauve), la fuchsine (rouge) puis le rouge turc à partir de l'alizarine. Vinrent ensuite le vert malachite , le violet cristallisé et le bleu de méthylène, toujours utilisés de nos jours.
Toutes ces matières colorantes artificielles provenaient essentiellement de matières obtenues par la distillation de la houille (aniline, naphtalène, anthraquinone).
Les colorants synthétiques évitant la manipulation de produits toxiques nécessaires au mordançage pour la teinture par les colorants naturels (bichromate de potassium) firent ensuite leur apparition (Néolane de CIBA et Inochrome de Francolor).
Enfin, des nouveaux type de colorants et de recettes ont fait leur apparition dans les années 50, permettant l'obtention de couleurs pastels, ou très brillantes dotées d'une solidité surprenante tant à la lumière qu'au lavage.
Entre temps, l'équipement de teinture s'était, lui aussi, modernisé. Les opérations se faisaient (et se font toujours aujourd'hui) sur des écheveaux, dans des cuves en inox chauffées à la vapeur vive, et dont les mouvements du bain sont soigneusement contrôlés afin d'éviter les irrégularités (marbrures). Les recettes de teintures sont contrôlées en laboratoire ainsi que les nouvelles nuances. Les barres d'écheveaux séchant au soleil ont disparues, remplacées par des séchoirs chauffés à la vapeur.
Mais, malgré tout, le souvenir du somptueux noir de campêche reste encore dans les mémoires des plus anciens.
Le décatissage
Le fil qui allait constituer la trame et la chaine du tissu était soumis à l'opération de décatissage qui consistait à soumettre les bobines de fil à l'action de la vapeur d'eau.
Pour cette opération, les bobines étaient placées dans un panier d'osier lequel était simplement posé quelques temps sur l'ouverture supérieure d'une chaudière contenant de l'eau en ébullition. Sous l'action de la vapeur d'eau, les écailles qui recouvrent normalement la fibre de laine s'ouvrent légèrement, et se trouvent ensuite enchevêtrées et fixées à la position qu'elles occupaient. Ce phénomène de feutrage transforme un fil "nerveux" en fil "sage". Ce phénomène se retrouve dans l'opération ménagère classique de repassage : c'est la vapeur du fer qui provoque et maintient les plis du pantalon...
L'ourdissage
Les opérations de tissage commençaient par la préparation de la chaine. Le principe de l’ourdissage était simple, mais les opérations multiples et complexes : il s'agissait d'enrouler autour d'une ensouple plusieurs milliers de fils selon un arrangement bien précis qui devait correspondre au dessin du tissu final. La brassée de fils (environ une centaine) provenant de fusées installées sur un cantre selon l’ordre défini par le dessin final du tissu était attachée à une barre d’un tambour de grande dimension (trois mètres de diamètre environ) à axe vertical et comportant huit (ou six ?) barres verticales en bois reliées à un axe vertical en bois également. Ici, la force motrice était empruntée à celle des bras d’une opératrice qui faisait tourner le tambour d’un nombre précis de tours. La brassée était alors liée sur elle-même, coupée et attachée à une barre. L’opération était alors reprise au-dessous de la première sur la barre de départ pour un nombre de tours exactement égal à la première et ainsi de suite jusqu’à occuper la totalité de la surface des barres du tambour. Il faut imaginer une série de plusieurs milliers de fils, tous de la même longueur fixée par le nombre de tours du tambour, qui correspondait au nécessaire pour la longueur d’une pièce de tissu.
Cet ensemble de fils (une brassée) était lié au départ des fils pour former un boudin d’une quarantaine de mètres de longueur. Les fils étaient alors repris un à un à la main et répartis soigneusement selon le dessin du tissu final à travers un peigne puis attachés sur une tringle en acier plaquée sur le peigne. Il fallait généralement deux brassées pour garnir (côte à côte) l’ensouple.
L’opération suivante, confiée cette fois à deux opérateurs, consistait à enrouler les fils des deux brassées sur l’ensouple. Celle-ci était placée horizontalement sur un bâti à hauteur de taille. La brassée s’enroulait autour de la cuisse de l’opérateur, puis les fils montait au plafond où ils passaient sur une barre de bois, pour redescendre en s’écartant et s’enrouler sur l’ensouple. Le rôle des deux opérateurs consistait à tendre les fils le plus uniformément possible en s’aidant des mains, des deux bras et de la cuisse…
Le tissage
Le tissage était l'une des opérations maîtresses de l'activité textile. (D'ailleurs, notre entreprise s'est appelée un moment "filature et tissage du Valgaudemar").
Le tissage s'effectuait sur des métier à tisser dont le bruit caractéristique (le "bistanclaque" des canuts lyonnais) rythmait la vie de l'usine. Lorsque les 3 métiers travaillaient en même temps, le bruit devenait infernal.
 |
Ouvrières devant les métiers à tisser 1925 |
(Heureusement, le temps principal passé par un métier à tisser était l'arrêt, pour une cause quelconque).
Pour constituer la chaîne, 2 boudins d'une cinquantaine de fils étaient passées sur un rondin en bois solidement fixé au plafond. Les files des boudins étaient enfilés dans un gros peigne et fixés sur une ensouple vide. 2 ouvriers saisissaient chacun un boudin et le faisaient passer sur leur cuisse et sur leur épaule, tout en le maintenant solidement à 2 mains. On faisait alors tourner lentement l'ensouple, et le fil de chaine s'enroulait autour, régulièrement tendu par les 2 hommes et réparti par le peigne. (Les opérateurs devaient veiller à ne pas se laisser entraîner vers le plafond).
L'extrémité des fils était ensuite rapprochée des lisses du métier à tisser, tandis que l'ensouple était fixée sur le métier. Les lisses, portées par des cadres, sont des fils métalliques verticaux tendus sur un cadre, et comportant un anneau dans leur partie centrale. Les fils de chaîne provenant de l'opération de tissage précédente restaient enfilés dans les anneaux. Ils passaient à travers le peigne battant et sortaient d'une bande de tissu laissée à la fin de l'opération de tissage et qui était ensuite solidement engagée autour du cylindre récepteur du tissus.
Il ne restait plus à la tisseuse qu'à nouer (on disait "apondre") les nouveaux fils aux anciens au moyen d'un nœud plat, opération relativement simple s'il s'agissait d'une chaîne unie, mais fort complexe lorsqu'elle tissait du tissu comportant des dessins comme l'écossais : 5 fils rouges, 12 fils gris, 40 fils bleus, 14 fils blancs... Et il fallait tomber juste, à chaque brassée et à la fin de l'opération.
Ensuite, il fallait mettre le fil de trame en bobines spéciales montées sur les navettes : les caribaris. Les navettes étaient montées dans des boites superposées dont le mouvement, complexe, était commandé par un canevas constitué par des chaînes métalliques plus ou moins longues selon la complexité du tissu. Ces chaînes comportaient des petites poulies placées à un endroit précis de l'axe des maillons, et commandaient le mouvement de cames qui déterminaient, à leur tour, la position de la boite porte-navette "active".
Le même principe commandait aussi le mouvement des cadres portant les lisses, ce qui faisait s'élever ou s'abaisser une catégorie particulière de fils de la chaîne.
Le tissage d'une pièce d'environ 30 m de long pouvait durer plusieurs jours. En fin d'opération, le tissu était déroulé de son cylindre et transporté en vrac pour l'opération de foulage.
Le foulonnage et le lainage
L'opération du foulage (ou foulonnage) consommait, à elle seule et avec deux foulons, la moitié de la force motrice procurée par la turbine. Le principe du foulage consistait à comprimer fortement le tissu entre deux cylindres tournant en bois dont l'un était muni de joues en cuivre, le tout imprégné d'une solution alcaline de savon noir et de carbonate de sodium. Sous l'effet combiné de la compression et de l'alcalinité, les fibres de laine des fils voisins s'entremêlaient solidement par suite du phénomène de feutrage. Les extrémités de la pièce de tissu étaient solidement cousues entre elles pour former un boudin continu. Le foulage démarrait à froid, mais sous l'effet des forces de compression, la solution se réchauffait rapidement. Les cylindres de foulage étaient entraînés par des engrenages munis de dents en bois de chêne, seule matière capable de résister aux nombreux à-coups provoqué par le foulage, très brutal.
Après foulage et rinçage à l'eau claire, la pièce de tissu était retirée du foulon et pliée en accordéon sur un banc. Le banc était traîné vers la machine à lainer appelée "garnissage". L'organe principal du garnissage était une cage d'écureuil d'environ 1 m de diamètre et de 2 m de long. La surface extérieure du cylindre était garnie par des têtes de chardons présentant leurs épines acérées vers l'extérieur. Ces chardons provenaient d'une culture située en Haute Provence qui procurait, paraît-il, les meilleurs chardons du monde.
La pièce de tissu était enroulée sur un cylindre parallèle à la cage d'écureuil. Ensuite, on démarrait la machine, et le tissu se déroulait de son cylindre pour s'enrouler sur un autre cylindre identique après avoir été "caressée" par la cage des chardons qui tournait à grande vitesse, ce qui avait pour effet de faire ressortir et s'aligner progressivement les fibres du tissu.
L'opération était renouvelée de nombreuse fois et le tissu passait alternativement du cylindre supérieur au cylindre inférieur, jusqu'à ce que son aspect soit jugé satisfaisant. Les extrémités du tissu étaient elles-mêmes soigneusement frottées par les chardons par un mouvement manuel de l'ouvrier qui n'hésitait pas à appuyer à la main le tissu sur la cage à chardon. Ainsi, la pièce était elle "égalisée" d'un bout à l'autre.
La rame
 La rame Le séchage de la pièce de tissu s'effectuait au grand air. Celle-ci était descendue de son cylindre et pliée en accordéon sur le banc. Puis un des ouvriers les plus costauds se chargeait d'elle sur l'épaule, et l'emportait vers la rame de séchage, suivi d'une dizaine de personnes, car l'opération de mise sur rame nécessitait une opération collective complexe, et un synchronisme parfait de la part des opérateurs.
La rame Le séchage de la pièce de tissu s'effectuait au grand air. Celle-ci était descendue de son cylindre et pliée en accordéon sur le banc. Puis un des ouvriers les plus costauds se chargeait d'elle sur l'épaule, et l'emportait vers la rame de séchage, suivi d'une dizaine de personnes, car l'opération de mise sur rame nécessitait une opération collective complexe, et un synchronisme parfait de la part des opérateurs.
La rame de séchage avait ceci de particulier qu'elle logeait une variété particulière d'insecte, les forficules, appelés vulgairement perce-oreille mais qu'on nomme à St Firmin, des cafourches. La rame était constituée par une série de poteaux en bois d'environ 2,50 m régulièrement plantés en ligne droite, et supportant des barres de bois fixes en haut, et réglables en hauteur en bas. Ces barres de bois étaient munies de crochets de fer pointus en forme d'équerre, à section carrée et plantées tous les centimètres le long d'une des arêtes. Le poteau de départ était lui-même muni de ces pointes sur son arête verticale.
L'extrémité de la pièce était d'abord accrochée aux crochets du poteau de départ. Puis, l'ouvrier porteur se déplaçait le long de la rame, en livrant par brassée le tissu aux opérateurs déployés successivement et régulièrement le long de la rame qui déposaient le tissu sur des bâtons horizontaux plantés sur les poteaux à hauteur de ceinture. L'opération devait se dérouler de telle façon que le tissu ne touche jamais le sol.
Lorsque le bout de la pièce était atteint, il était accroché à une barre mobile verticale munie, elle aussi, de crochets, et d'un puissant anneau. Un ou deux opérateurs tendaient le tissu en tirant la corde attachée à l'anneau, puis en fixant celle-ci à un poteau approprié. Ensuite, et alors que tous les opérateurs tenaient la pièce entre leurs bras, le patron, situé près du poteau de base criait l'ordre attendu : hooo-hop ! et les opérateurs relevaient le tissu à bout de bras et en synchronisme, pour l'accrocher rapidement aux crochets des barres supérieures. Immédiatement, 2 opérateurs ajustaient les barres inférieures à une hauteur convenable pour l'accrochage.
Lorsque tout le tissu était accroché, les opérateurs revenaient aux barres inférieures afin de les abaisser de quelques crans, pour tendre le tissu à sa largeur définitive (140 cm).
Une pièce mise à la rame le matin pouvait être décrochée en milieu d'après-midi, séchée et stérilisée par le soleil. Le décrochage était beaucoup plus aisé que l'accrochage et se faisait seulement à deux personnes. Il est vrai que la pièce avait perdu sous forme d'eau d'évaporation, plus de la moitié de son poids !
Le tondage et la mise sous presse
Au sortir de la rame, la pièce de tissu dont le toucher était devenu très soyeux était encore une fois pliée en accordéon, puis montée sur une machine appelée tondeuse. L'organe principal de la tondeuse était une lame soigneusement aiguisée, enroulée en spirale autour d'un arbre en acier. Le tissu passait d'abord sur une brosse tournante pour relever les poils, puis sur une lame arrondie fixe tandis que la lame en spirale tournait au-dessus du tissu, coupant très précisément les poils qui dépassaient comme le feraient des ciseaux.
L'opération était reprise 15 à 20 fois en fonction du résultat final à atteindre, mais celui-ci était spectaculaire : d'un produit brut au toucher rêche au sortir du métier à tisser, les opérations de foulage, de lainage et de tondage faisaient une merveille de douceur et de régularité.
Pour terminer, la pièce était pliée en deux dans le sens de la longueur et repliée en accordéon, chacun des plis étant séparé des autres par une large feuille de carton dur. La pile ainsi obtenue était surmontée de plaques de fonte de forte épaisseur, puis placée dans le cadre d'une presse d'abord à vis, puis (la technique avançant) à cric hydraulique.
24 heures de presse, et le tissu pouvait enfin être soigneusement visité, mètre après mètre, puis plié et emballé dans du papier kraft. Combien de jeunes mariés ont revêtu un costume de cérémonie impeccable tout droit sorti de cette machine et issu des moutons qu'ils avaient eux-mêmes élevés !
La force motrice
Jusqu'aux années 50, la force motrice entraînant l'ensemble des machines était fournie par une turbine actionnée par un canal dérivant une partie des eaux de la Séveraisse. La turbine faisait tourner un réseau d'arbres de transmission qui parcourait le bâtiment de la filature à tous les étages. Les arbres de transmission étaient muni de poulies, elles-mêmes reliées à chaque machine par une forte courroie en cuir. Ces courroies, non protégées, étaient d'ailleurs la cause d'accidents réguliers plus ou moins graves.
L’histoire de ce canal remonte dans le temps bien au-delà de la fondation de la filature. A noter que certaines parties de la législation sur les cours d’eau remonte, elle aussi à l’Ancien Régime, et n’a pas été modifiée par la Révolution de 1789.
La prise du canal sur la Séveraisse était située environ 1 km en amont de l'usine. Elle était constituée d'une digue très provisoire en gros blocs, s'enfonçant vers l’amont dans le lit de la Séveraisse sur une trentaine de mètres. Cette digue était emportée systématiquement à chaque crue de la rivière, c’est à dire deux ou trois fois par an, et devait être reconstruite manuellement. Comme il n’y avait plus d’eau dans le canal, les machines étaient arrêtées et les ouvriers rendus disponibles de fait étaient chargés de la réparation, et remontaient le lit presque à sec du canal jusqu'à la prise, et en profitaient pour récolter facilement les truites, habitantes ordinaires du canal. Les réparations, suivant les dégâts, duraient de un à trois ou quatre jours. Les ouvriers travaillaient, n’importe le temps, en cuissardes dans l’eau glacée. Ils étaient quelquefois réconfortés par quelques bouteilles de vin rouge. La main d’œuvre était théoriquement partagée entre la filature et le moulin, mais le faible effectif du moulin faisait, en pratique que le travail était majoritairement effectué par le personnel de la filature.
Le canal était, lui aussi, entretenu sur toute sa longueur. En effet, quelquefois, les grosses pluies d’orage provoquaient des éboulements 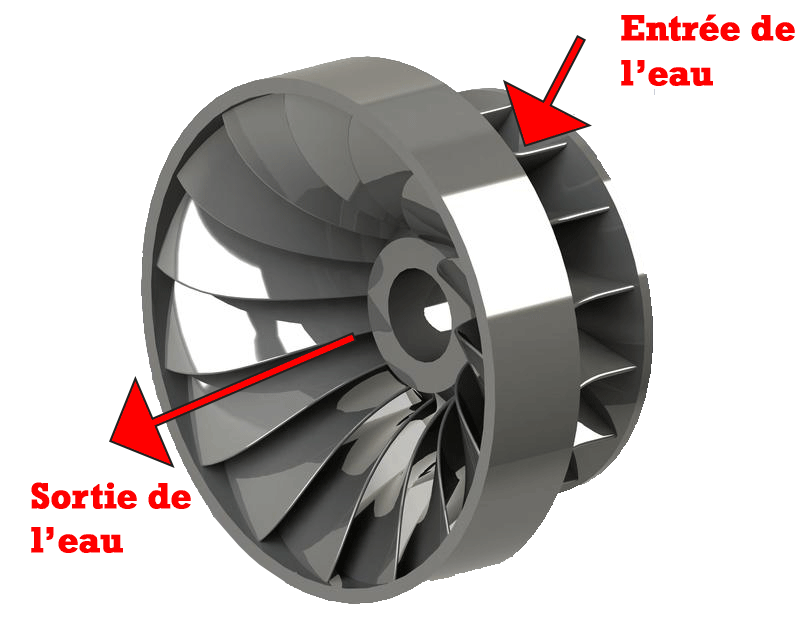 le long de son parcours. Un point particulièrement sensible était celui de l’arrivée d’un torrent qui passait du filet d’eau à la dizaine de mètres cubes par seconde en cas d’orage et qui coupait systématiquement le canal plusieurs fois par an. Son cours fut finalement domestiqué par la construction d’un passage souterrain en béton pour le canal. Naturellement, la localisation du croisement des deux cours d’eau était telle que l’accès au moyen de charrettes ou de camions était impossible. L’ouvrage fut donc réalisé à la main, du gâchage à la coulée, en passant par le transport des planches de coffrage le long d’un étroit sentier.
le long de son parcours. Un point particulièrement sensible était celui de l’arrivée d’un torrent qui passait du filet d’eau à la dizaine de mètres cubes par seconde en cas d’orage et qui coupait systématiquement le canal plusieurs fois par an. Son cours fut finalement domestiqué par la construction d’un passage souterrain en béton pour le canal. Naturellement, la localisation du croisement des deux cours d’eau était telle que l’accès au moyen de charrettes ou de camions était impossible. L’ouvrage fut donc réalisé à la main, du gâchage à la coulée, en passant par le transport des planches de coffrage le long d’un étroit sentier.
Le canal était également alimenté partiellement par les sources naturelles. Après la Grande Guerre, les eaux du canal furent dirigées vers une chambre à eau, à travers une grille destinée à séparer les branches d’arbre tombées dans le canal.
Plus tard, (à partir de 1945) une nouvelle turbine fut installée en remplacement de la turbine précédente qui restait cependant opérationnelle. La nouvelle turbine était installée à 3 ou 4 mètres au-dessous du niveau du canal. Elle était équipée d'un escargot en fonte et surtout d'un tuyau de sortie qui prolongeait de 3 mètres le circuit de sortie de l'eau. De cette façon, la hauteur de chute était doublée, ce qui doublait aussi la puissance de l'installation pour le même débit. En effet, cette puissance est proportionnelle à la différence de niveau entre l'eau d'arrivée et la sortie, et ce quelle que soit la position verticale de la turbine. L'ancienne turbine restait cependant connectée au réseau des arbres de transmission du bâtiment, et fut utilisée régulièrement au cours du temps, principalement lorsque la nouvelle turbine était en maintenance.
La chambre à eau était un simple réservoir bétonné muni, dans le fond, d'une vanne d'évacuation manœuvrable depuis le haut, et d'une turbine Francis sans escargot[2]. La turbine actionnait une série d'arbres de transmission courant le long des différents étages de la filature, qui alimentaient les différentes machines par l'intermédiaire de courroies de transmission.
Au cours des années 40, une nouvelle turbine fut mise en service. Celle-ci, plus classique, comportait un escargot, et surtout une colonne aval d'aspiration permettant d'augmenter artificiellement de quatre mètres la hauteur de chute, et par là même d'augmenter la puissance motrice. Une partie de cette puissance supplémentaire fut utilisée pour entrainer une dynamo fournissant du courant électrique continu pour l'éclairage, le chauffage et l'eau chaude de la filature (220 volts continu).
La turbine était régulée en vitesse par un lourd volant en fonte, et sa vitesse était contrôlée par un régulateur hydraulique commandant l'ouverture des ailettes alimentant en eau la partie tournante. C'était une des parties délicates de l'installation : compte tenu de l'agressivité chimique de l'eau de la montagne, et de la présence de sable dans l’eau les jours de pluie, tout le système devait être soigneusement entretenu et graissé toutes les semaines, opération qui durait quelquefois plus qu’une matinée et mobilisait des quantités importantes de graisse rouge... Malgré cet entretien, les ailettes, rongées par la cavitation[3], l'abrasion due au sable et la corrosion, devaient être périodiquement remplacées.
La force motrice restant attachée à la bonne arrivée de l'eau dans la turbine, celle-ci pouvait soit baisser brutalement du fait du colmatage de la grille d'alimentation par les feuilles mortes, ou au contraire augmenter rapidement si un des foulons s'arrêtait. Les métiers à tisser étaient, comme le renvideur, particulièrement sensibles à la vitesse d'entraînement, si bien qu'il est arrivé même une fois qu'une navette, lancée un peu trop fort par le système, manque sa boite de réception et traverse la cloison vitrée du bureau tout proche pour se retrouver sur la table du patron...
Une protection, constituée par une solide grille métallique a mis d'ailleurs fin à cette situation quelque peu risquée...
[1] Sur le premier renvideur de la filature, le fil était enroulé directement sur les broches. Sur le second renvideur, dans les années 1950, le fil était enroulé sur des tubes en carton. Les fusées (souvent appelées "fusettes" par les clients) y trouvaient une solidité bienvenue qui permettait de les transporter et de les stocker dans des sacs alors que les fusées du premier renvideur devaient être manipulées avec précaution et stockées soigneusement rangées dans des caisses en bois fixes. Ce petit changement constituait en fait une vraie révolution.
[2] Les turbines du type Francis sont des turbines de moyenne chute (2 à 10 mètres). Elles comportent généralement une enveloppe appelée bâche, en fonte et en forme d’escargot. D’où le nom. Mais cette enveloppe n’est pas indispensable, bien qu’améliorant le rendement. La première turbine de la filature n'avait pas de bâche.
[3] Cavitation : formation de bulles de gaz (vapeur d’eau ou air) sur les pièces en contact avec de l’eau soumise à des mouvements violents. Ces bulles peuvent, à la longue, éroder fortement le métal des pièces.
[1] Le cylindre conducteur en tôle était à axe horizontal, les broches à axe proche de la verticale (10 à 20 degrés) et le mouvement était donc transmis du cylindre à une poulie à gorge montée sur la broche par une courroie caoutchoutée de section ronde. La broche devait être assez longue pour que la poulie soit au niveau de l'axe du cylindre conducteur. En cas de casse de la courroie, il était impossible de remplacer celle-ci sans démonter le cylindre constitué de sections de 2 mètres environ montées sur des paliers, dans le chariot, opération longue et délicate. Il fallait ensuite également démonter chaque broche pour y enfiler la courroie. Tout cela explique la transmission de fortune constituée par un cordon noué pour éviter (provisoirement) le démontage.